

ការរចនាប៊ីតខួង PDC សព្វថ្ងៃនេះជាម៉ាទ្រីសមានភាពស្រដៀងគ្នាតិចតួចទៅនឹងកាលពីប៉ុន្មានឆ្នាំមុន។ កម្លាំងទាញ និងភាពធន់នឹងផលប៉ះពាល់បានកើនឡើងយ៉ាងហោចណាស់ 33% ហើយកម្លាំងដែកសម្រាប់កាត់បានកើនឡើង ≈80%។ ក្នុងពេលជាមួយគ្នានេះ ធរណីមាត្រ និងបច្ចេកវិទ្យានៃរចនាសម្ព័ន្ធទ្រទ្រង់បានប្រសើរឡើង ដែលនាំឱ្យមានផលិតផលម៉ាទ្រីសរឹងមាំ និងមានផលិតភាព។
សម្ភារៈកាត់
ឧបករណ៍កាត់ PDC ត្រូវបានផលិតឡើងពីស្រទាប់ខាងក្រោមកាប៊ីដ និងគ្រាប់ពេជ្រ។ កំដៅខ្ពស់ប្រហែល 2800 ដឺក្រេ និងសម្ពាធខ្ពស់ប្រហែល 1,000,000 psi បង្កើតបានជាសមាសធាតុបង្រួម។ យ៉ាន់ស្ព័រកូបូលក៏ដើរតួជាកាតាលីករសម្រាប់ដំណើរការស៊ីនធឺរផងដែរ។ កូបូលជួយភ្ជាប់កាប៊ីដ និងពេជ្រ។
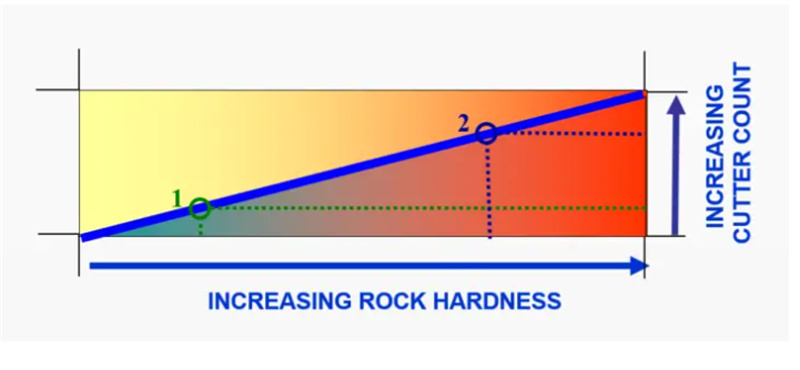
ចំនួនអ្នកកាត់
ជាធម្មតាយើងប្រើឧបករណ៍កាត់តិចជាងមុនលើប៊ីត PDC ទន់ ព្រោះឧបករណ៍កាត់នីមួយៗនឹងកាត់ជម្រៅកាត់បានកាន់តែច្រើន។ ចំពោះការបង្កើតទម្រង់រឹង វាមានសារៈសំខាន់ណាស់ក្នុងការប្រើឧបករណ៍កាត់កាន់តែច្រើនដើម្បីទូទាត់សងសម្រាប់ជម្រៅកាត់តូចជាង។
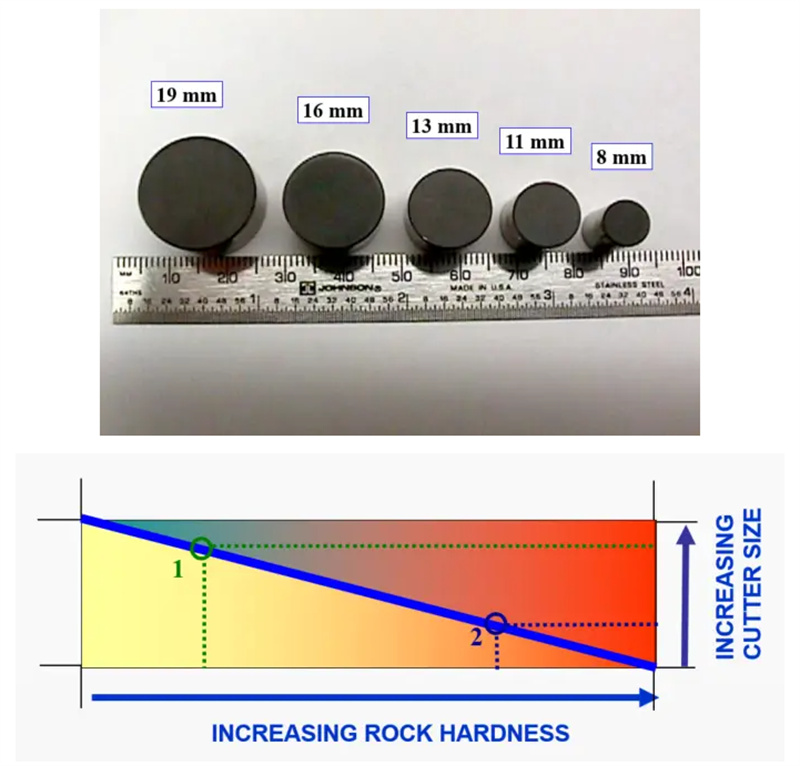
ប៊ីតខួង PDC - ទំហំឧបករណ៍កាត់
សម្រាប់ទម្រង់ទន់ៗ ជាធម្មតាយើងជ្រើសរើសឧបករណ៍កាត់ធំជាងទម្រង់រឹងៗ។ ជាធម្មតា ទំហំស្តង់ដារគឺចាប់ពី 8 ម.ម ដល់ 19 ម.ម លើប៊ីតណាមួយ។
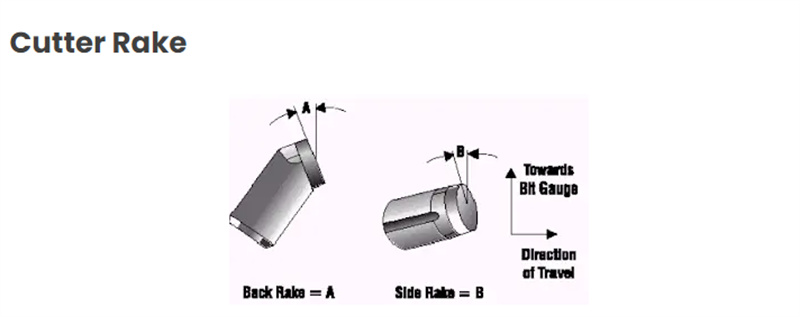
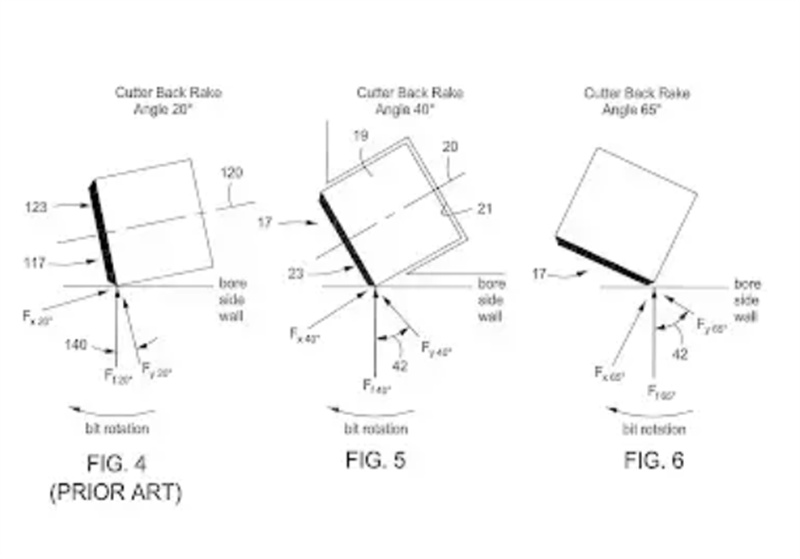
ជាទូទៅយើងពិពណ៌នាអំពីទិសដៅនៃការរចនារ៉ាក់កាត់ដោយមុំរ៉ាក់ខាងក្រោយ និងមុំរ៉ាក់ចំហៀង។
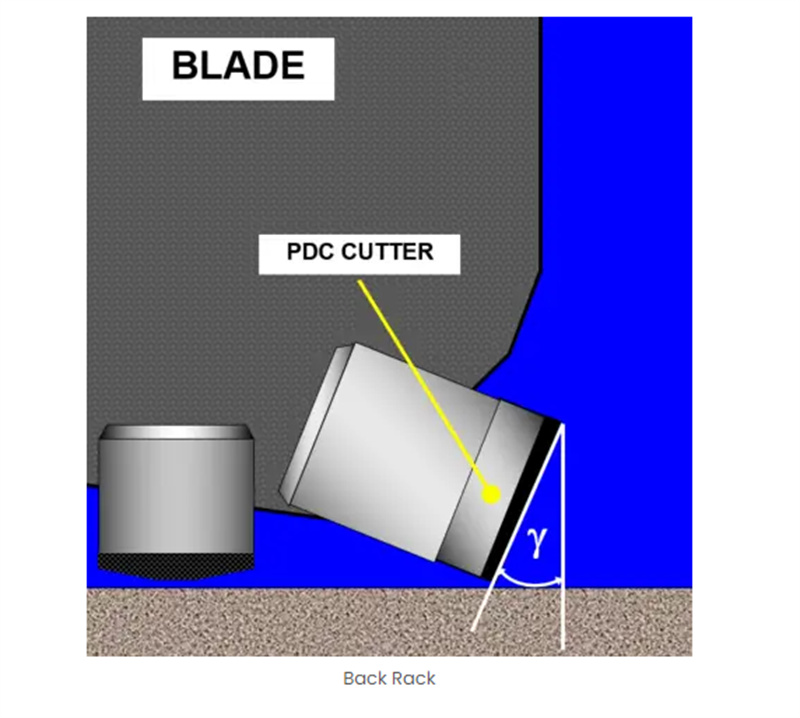
●មុំខាងក្រោយរបស់ឧបករណ៍កាត់ គឺជាមុំដែលបង្ហាញដោយផ្ទៃរបស់ឧបករណ៍កាត់ទៅនឹងទម្រង់ ហើយត្រូវបានវាស់ពីបញ្ឈរ។ មុំខាងក្រោយរបស់ឧបករណ៍កាត់ប្រែប្រួលរវាង 15° ដល់ 45°។ ពួកវាមិនថេរទូទាំងប៊ីត ឬពីប៊ីតមួយទៅប៊ីតមួយទេ។ ទំហំនៃមុំខាងក្រោយរបស់ឧបករណ៍កាត់សម្រាប់ប៊ីតខួង PDC ប៉ះពាល់ដល់អត្រាជ្រៀតចូល (ROP) និងភាពធន់នឹងការពាក់របស់ឧបករណ៍កាត់។ នៅពេលមុំខាងក្រោយកើនឡើង ROP ថយចុះ ប៉ុន្តែភាពធន់នឹងការពាក់កើនឡើង នៅពេលដែលបន្ទុកដែលបានអនុវត្តឥឡូវនេះត្រូវបានរាលដាលលើផ្ទៃធំជាង។ ឧបករណ៍កាត់ PDC ដែលមានខាងក្រោយតូចទទួលជម្រៅកាត់ច្រើន ដូច្នេះហើយវាកាន់តែឈ្លានពាន បង្កើតកម្លាំងបង្វិលខ្ពស់ និងងាយនឹងពាក់លឿន និងហានិភ័យខ្ពស់នៃការខូចខាតដោយការប៉ះទង្គិច។
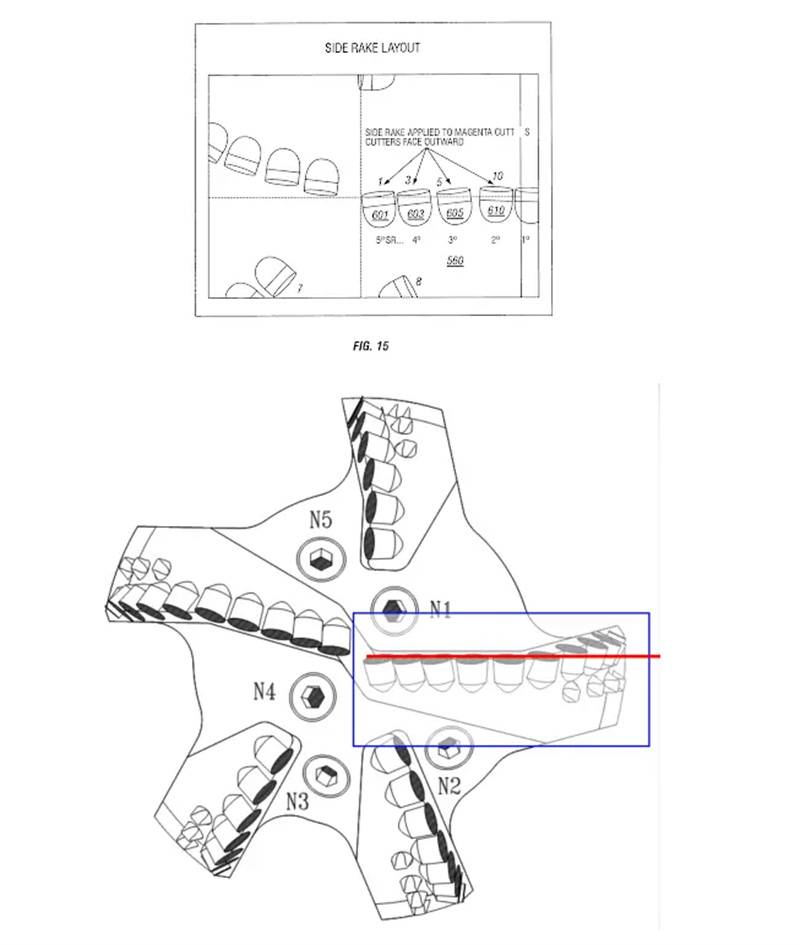
● រនាំងចំហៀងរបស់ឧបករណ៍កាត់គឺជារង្វាស់សមមូលនៃទិសដៅរបស់ឧបករណ៍កាត់ពីឆ្វេងទៅស្តាំ។ មុំរនាំងចំហៀងជាធម្មតាតូច។ មុំរនាំងចំហៀងជួយសម្អាតរន្ធដោយការដឹកនាំការកាត់ឆ្ពោះទៅរករង្វង់មូលដោយមេកានិច។


ពេលវេលាបង្ហោះ៖ ថ្ងៃទី ១០ ខែសីហា ឆ្នាំ ២០២៣