

ថ្ងៃនេះ PDC drill Bits Design ជាម៉ាទ្រីសមានភាពស្រដៀងគ្នាតិចតួចទៅនឹងកាលពីប៉ុន្មានឆ្នាំមុន។ កម្លាំង tensile និងភាពធន់នឹងការប៉ះទង្គិចបានកើនឡើងយ៉ាងហោចណាស់ 33% ហើយកម្លាំងរបស់ cutter brazes បានកើនឡើង ≈80% ។ ទន្ទឹមនឹងនេះធរណីមាត្រនិងបច្ចេកវិជ្ជានៃរចនាសម្ព័ន្ធទ្រទ្រង់មានភាពប្រសើរឡើងដែលបណ្តាលឱ្យផលិតផលម៉ាទ្រីសរឹងមាំនិងផលិតភាព។
សម្ភារៈកាត់
ឧបករណ៍កាត់ PDC ត្រូវបានផលិតចេញពីស្រទាប់ខាងក្រោម carbide និងគ្រាប់ពេជ្រ។ កំដៅខ្ពស់ប្រហែល 2800 ដឺក្រេ និងសម្ពាធខ្ពស់ប្រហែល 1,000,000 psi បង្កើតបានជាបង្រួម។ យ៉ាន់ស្ព័រ cobalt ក៏ដើរតួជាកាតាលីករសម្រាប់ដំណើរការ sintering ផងដែរ។ cobalt ជួយភ្ជាប់ carbide និងពេជ្រ។
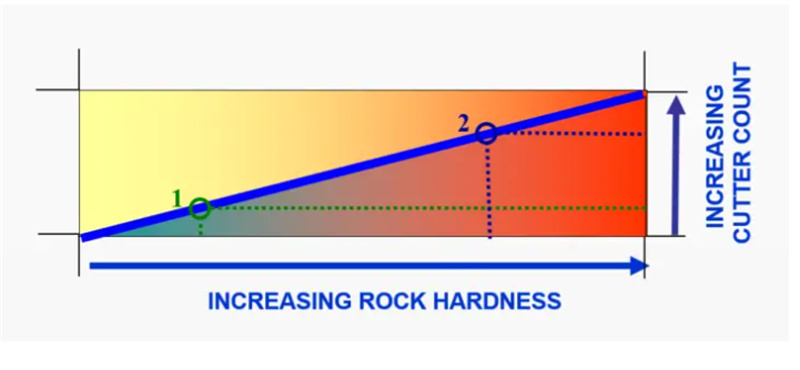
ចំនួនអ្នកកាប់
ជាធម្មតាយើងប្រើឧបករណ៍កាត់តិចជាងមុននៅលើប៊ីត PDC ទន់ ដោយសារឧបករណ៍កាត់នីមួយៗដកជម្រៅនៃការកាត់កាន់តែច្រើន។ សម្រាប់ទម្រង់រឹង វាចាំបាច់ក្នុងការប្រើឧបករណ៍កាត់បន្ថែមទៀតដើម្បីទូទាត់សងសម្រាប់ជម្រៅតូចជាងនៃការកាត់។
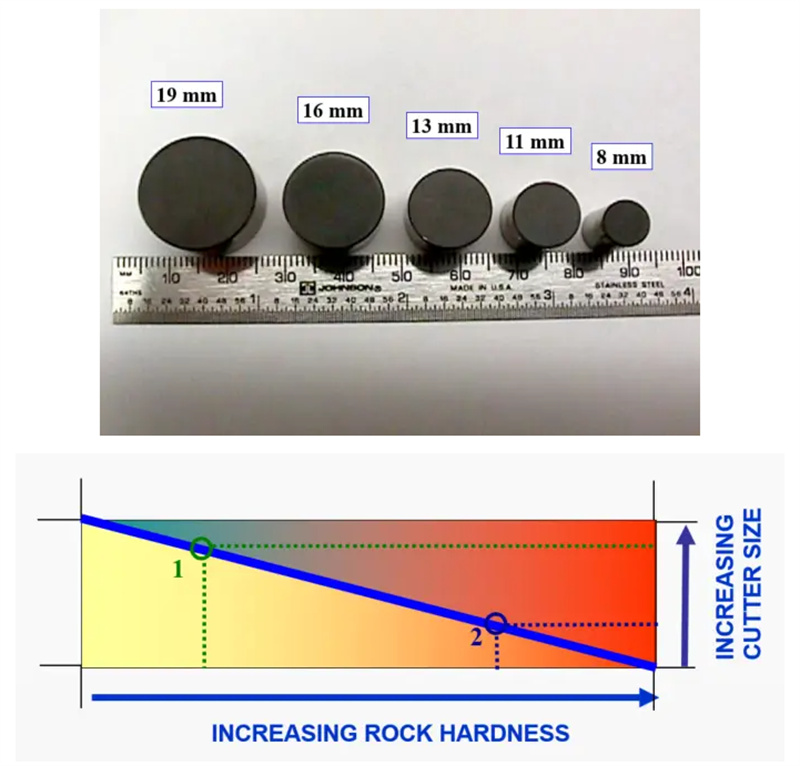
ឧបករណ៍ខួង PDC - ទំហំឧបករណ៍កាត់
សម្រាប់ទម្រង់ទន់ជាង ជាធម្មតាយើងជ្រើសរើសឧបករណ៍កាត់ធំជាងទម្រង់រឹងជាង។ ជាធម្មតា ជួរស្តង់ដារនៃទំហំគឺចាប់ពី 8 mm ដល់ 19 mm លើនរណាម្នាក់។
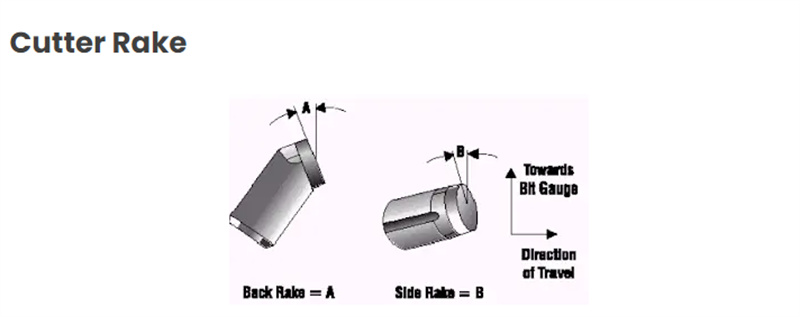
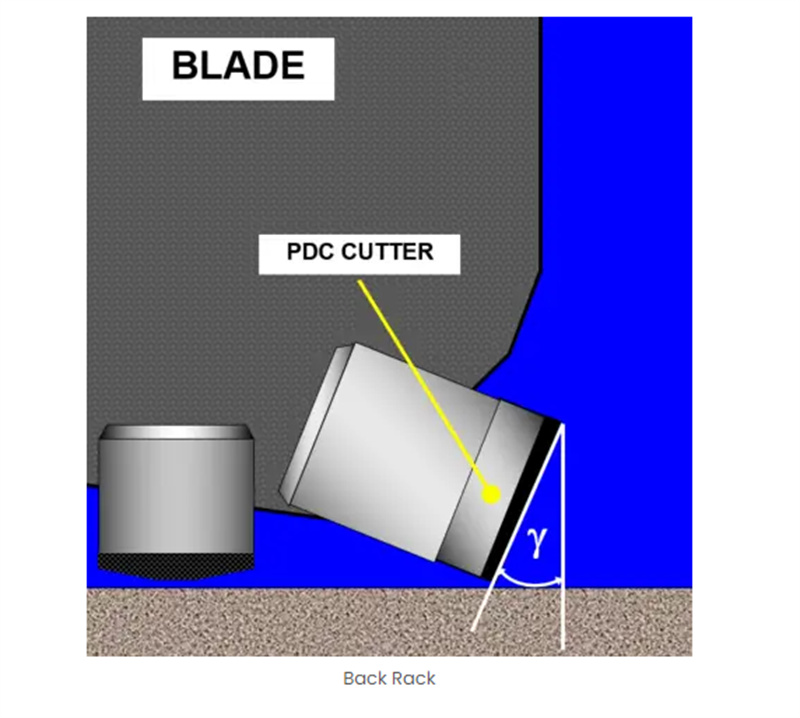
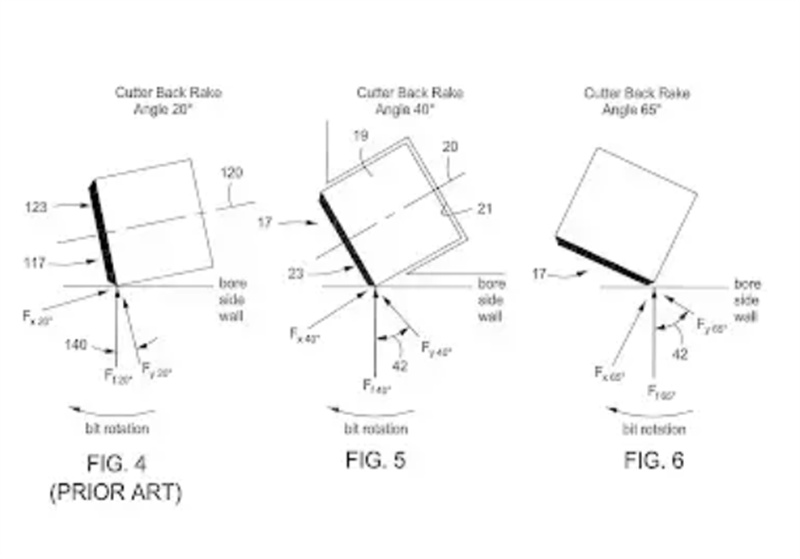
ជាទូទៅយើងពណ៌នាអំពីទិសដៅរចនា rack rack ដោយ តុងរួចខាងក្រោយ និងមុំតុងចំហៀង។
● តុងកាត់ខាងក្រោយគឺជាមុំដែលបង្ហាញដោយមុខរបស់ឧបករណ៍កាត់ទៅនឹងការបង្កើត ហើយត្រូវបានវាស់ពីបញ្ឈរ។ មុំតុងខាងក្រោយប្រែប្រួលរវាង ជាធម្មតា 15° ទៅ 45°។ ពួកវាមិនស្ថិតស្ថេរនៅទូទាំងប៊ីត ឬពីបន្តិចទៅប៊ីត។ ទំហំនៃមុំតុងរួចសម្រាប់ឧបករណ៍ខួង PDC ប៉ះពាល់ដល់អត្រាការជ្រៀតចូល (ROP) និងធន់ទ្រាំនឹងការពាក់របស់ឧបករណ៍កាត់។ នៅពេលដែលមុំតុងរួចកើនឡើង ROP ថយចុះ ប៉ុន្តែភាពធន់នឹងការពាក់កើនឡើង ដោយសារបន្ទុកដែលបានអនុវត្តឥឡូវនេះត្រូវបានរីករាលដាលនៅលើផ្ទៃដីធំជាង។ ឧបករណ៍កាត់ PDC ជាមួយនឹងតុងរួចតូច យកជម្រៅធំនៃការកាត់ ហើយដូច្នេះវាកាន់តែឈ្លានពាន បង្កើតកម្លាំងបង្វិលជុំខ្ពស់ និងអាចប្រឈមនឹងការពាក់លឿន និងហានិភ័យខ្ពស់នៃការខូចខាតផលប៉ះពាល់។
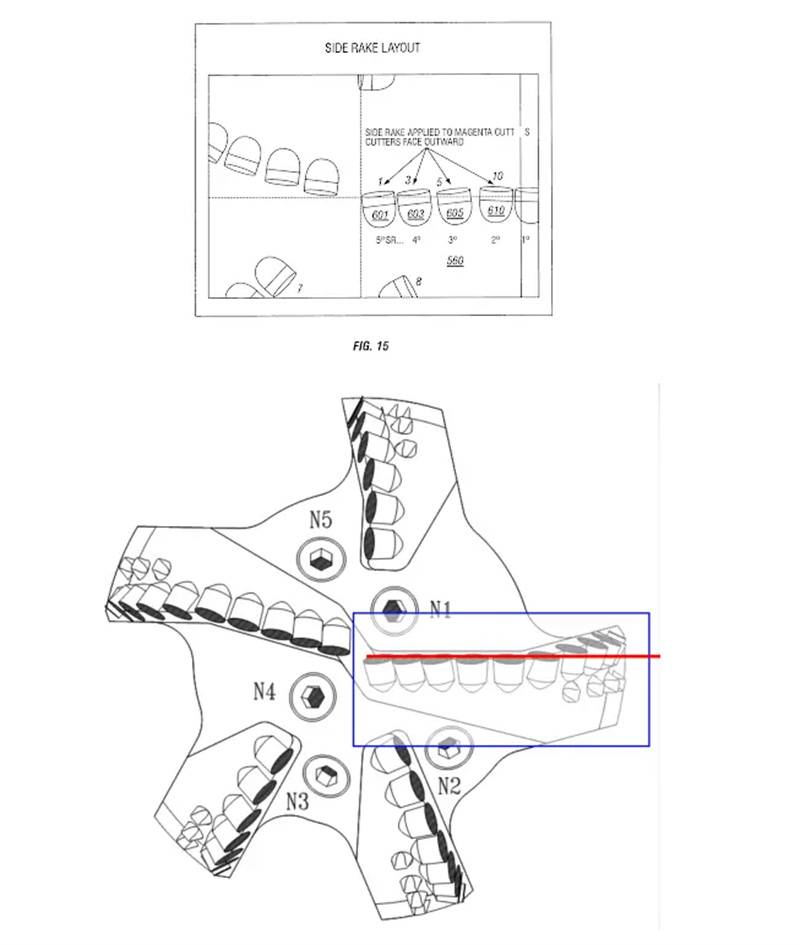
● តុងរួចផ្នែកកាត់គឺជារង្វាស់សមមូលនៃការតំរង់ទិសរបស់ឧបករណ៍កាត់ពីឆ្វេងទៅស្តាំ។ មុំតុងរួចចំហៀងជាធម្មតាតូច។ មុំតុងរួចជួយសម្អាតរន្ធដោយមេកានិចដឹកនាំការកាត់ឆ្ពោះទៅកាន់រន្ធគូថ។


ពេលវេលាផ្សាយ៖ សីហា-១០-២០២៣